目 錄
一、
離心機結構及原理
二、
離心機的安裝及調試
三、
離心機的維護與保養
四、 離心機常見故障及排除
五、 離心機的日常檢查
六、 離心機手日常操作主要事項
七、 離心機安全操作規程
電桿離心成型機使用維護說明書
一、離心機結構及原理
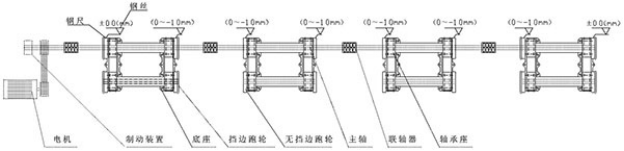
1、離心機結構:驅動部分、制動部分、傳動部分、底座及支撐。
1.1 驅動部分:電機、皮帶輪、皮帶。
1.2 制動部分:剎車輪、剎車片。
1.3 傳動部分:主軸、聯軸器、軸承。
1.4 底座及支撐:離心機底座、地腳螺栓、軸承座。
離心機結構圖:
2、離心機工作原理
離心機是通過電機帶動主動軸轉動,使離心機主動輪轉動,主動輪通過與模具跑輪接觸產生的摩擦力帶動模具轉動,在模具沿模具中心線自轉過程中,混凝土在自身離心力的作用下沿模具內壁均勻分布,并在模具的不斷離心過程中逐漸密實,通過低速、中低速、中速、中高速、高速等階段的離心成型,使混凝土、龍筋有效結合形成初步的混凝土電桿。
由于離心機的工作原理是通過模具以自身中心線為軸線的自轉產生的離心力來使混凝土離心成型的,因此模具跑輪的圓度、軸線的直線度對于模具離心成型意義重大。對于合模過程中的合縫不嚴密造成的模具跑輪不圓、模具尾端余漿積累較多造成的模具不平直,會引起模具的跳動,加劇離心機跑輪及模具自身的磨損及損壞,在生產過程中要加強注意。
同時對于離心機跑輪的移位特別是擋邊跑輪的移位會影響模具跑輪的使用壽命,嚴重者引起飛模要引起高度重視。
二、離心機的安裝及調試
1、離心機基礎檢查
離心機基座的中心線(主、副軸心線)與行車路軌相互垂直。每臺離心機中心間距為3000mm、皮帶輪座與**組離心機基座間距為2300mm,(2600)注意前后通道寬度。
灌漿前反復檢查、校對每組離心機座、皮帶座、電機座、安裝孔距是否與基礎圖相符。
要監督混凝土的質量,二次、三次灌漿前,要及時清理干凈基礎孔內的泥土、雜物,骨架鋼筋要扎好、均勻,調整位置要放好調整墊塊,地腳螺栓螺母擰**露4-5個螺距長,混凝土需振動、密實。
2、離心機安裝前檢查
認真檢查離心機機座、皮帶輪座、皮帶輪、跑輪、錐套、夾軸器等是否有砂眼、氣孔、裂紋等缺陷。
認真檢查跑輪的尺寸(如:橢圓度等);軸的尺寸(如:直線度等)是否超差;軸上的鍵槽是否有缺陷(不對稱、大小不一、有修補現象)。
離心機軸承座內是否清洗干凈(有泥沙、鐵屑等雜物);潤滑油脂是否需更換;錐套的錐度與軸承、跑輪內孔錐度是否相符,并有足夠的調整余量,軸承與軸承座是否跑外圓、軸向竄動。
安裝地腳螺絲的絲牙與螺母的配合是否配合完好,保證絲牙露出足夠的長度。
3、離心機的安裝、調試
離心機的調整一般以跑輪的外徑、軸為基準。所以要保證同臺離心機跑輪的尺寸公差為±0.1mm、軸的同軸度公差±0.3mm。
在水泥基礎上找正**臺中心線保證與吊車路軌垂直(如吊機已安裝好以兩吊鉤放垂線;如吊機未裝好就以兩端對應立柱中心線為基準拉線,拉線保持水平)其他離心機基座中心線以**臺為基準放線。
在每組離心機基座的長方形基礎孔上放置一條長2米的10#或12#槽鋼,將離心機組放在其上。用水平管檢測一組**四組的高度差,以**高組為準,用墊塊斜鐵墊好其他組,確保4組高度基本一致。
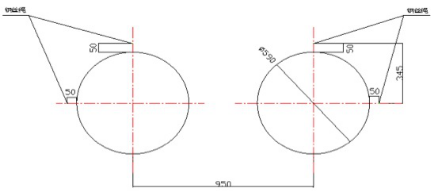
**次調整:①安裝好水平架,通過水平架上的左右、上下螺桿、螺母及水平管來調整4條細鋼絲,保證鋼絲對應跑輪的**高點,離跑輪的距離控制在50mm以內(圖示一)。②粗調時,由于沒有緊固地腳螺絲,穩定性差、受力太大時易移位,不利調整,故盡可能用千斤頂,不宜用大錘。粗調精度控制在1mm以內。③調整完后,將底座用鋼筋與基礎鋼筋焊接,焊接時注意對角焊,以防焊接變形;螺栓自然垂直,用鋼筋點焊固定(注意:焊接電流不易過大,以防燒傷螺桿造成緊固斷裂),套好螺母;⑤聯結好各軸間的聯軸器;⑥清理干凈基礎內的泥、臟物,進行**次灌漿(一定要用振動棒搗實)。灌漿層離座底150-200mm,利于千斤頂有位置調整,混凝土強度達要求后,進行第二次調整。
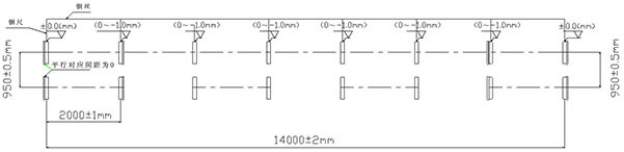
第二次調整:①卸下全部的夾軸器,按照以上粗調的步驟來精調離心機的水平精度;②調整要求:水平方向,調整主、從動輪軸承座旁的調節螺釘使主動軸與副軸中心線在同一水平面上間距為950mm,兩端的寬度差(平行度)≦±0.5mm;垂直方向各輪的水平度誤差±1mm,前后輪略高0.5mm;調整各組跑輪使長度方向中心距為2000mm±1mm,總托輪距累積誤差≦±2mm。③帶擋邊主、副輪與模具接觸面要對應對齊,調整后要鎖緊,防止工作時移位(圖示一);④底部的墊鐵、斜鐵要打緊,緊定好螺母,重新裝好夾軸器,進行第二次灌漿。
試車前重新復校離心機的水平精度。①鎖緊地腳螺母;②調整皮帶的松緊(一般以手壓下去25-30mm,離心機高速重載不打滑為準);③手轉動主、副輪,觀察各軸承的運行情況,做好試車前的準備。#p#分頁標題#e#
老離心機的調試:shou先要測量其整臺跑輪的外圓尺寸的大小、橢圓度。如嚴重超差(橢圓度≧3mm、各個跑輪大小差≧5mm時)要進行必要的焊接、車削修正(如φ590外圓小于φ565時易頂管模筋板應報廢,不能再車削),保證大小一致(尺寸公差為±0.1);如尺寸差小,可不必修正,在輪上進行必要尺寸大小的記錄,作為調水平的參考。
4?空載試運轉
離心機空轉啟動后,使機器由低速向高速運行30min,維修人員要通過看、聽、摸、嗅檢查(跑輪是否平穩、軸承是否發熱;電機、電器控制系統、制動系統是否靈敏)離心機的工作狀況。
5、負載運轉
空模運轉:將已合模的空鋼模放在離心機上試運轉、觀察鋼模運轉是否平穩,跑輪、托輪接觸是否良好;由低速到高速運行30min。
負荷運轉:將正常作業裝有混凝土的標準鋼模放在離心機上按離心工藝規范作業,觀察鋼模、離心機運轉狀況是否平穩、正常。模內電桿密實等質量達要求便可投入生產。
三、離心機的維護與保養
1、定期跟蹤、檢查離心機、模具的運行情況;查看模具的跳動記錄,認真分析其原因,如是模具變形合模送修;嚴重缺合模螺絲、模合不嚴;張拉螺桿彎曲、擋板偏心嚴重,要督促車間認真執行操作規程;如離心機的徑向跳動太大(≧2mm)要停機調整,避免模具損壞離心機,離心機損壞模具的惡性循環。
2、監督離心機手、掛鉤手認真執行安全操作規程、嚴禁高速(高于800轉/min)強制制動,造成斷軸、飛模等設備事故。
3、定期檢查皮帶輪座、離心機基座的地腳螺栓螺母的松緊,及時緊固;特別是新調整的離心機要重點跟蹤地腳螺栓螺母、軸承錐套、跑輪錐套松動、有間隙造成的基座振動螺栓斷裂、跑輪移位等情況。
4、及時檢查離心機軸承的使用情況,發現有異常響聲、軸承座發熱(超過60℃)要立即停車檢查、清洗加油(油不能加太多);同時要求兩個月對軸承座檢查一次、按時補油、及時清理現場的雜物、尤其是尾端的余漿、砼料,決不允許跑輪上留有油污、泥沙,影響模具的運行。
5、認真做好日常設備巡檢、定檢、維修記錄;詳細地記錄設備的運行狀況、設備故障、更換的備件等;為定檢、定期維修、計劃修理提供原始依據。
6、當跑輪、軸承錐套無法鎖緊引起離心機的跑輪移位時,決不允許圖方便將錐套焊在軸上,易造成軸斷裂。
四、離心機常見故障及排除
1、斷軸(尤其是1軸):
1) 軸本身缺陷:彎曲嚴重、鍵槽磨損變形、軸承位軸徑磨損變小、材質缺陷;水平調整不好、主、被動軸線不同心、夾軸器聯結后產生彎曲內應力;軸承位有電焊損傷。
2) 離心機手高速強行剎車制動扭曲力過大;吊機手放置模具時沒有輕吊輕放,直接撞擊跑輪損壞軸。
2、跑輪斷筋板(原6孔跑輪嚴重):離心機水平調整不好,模具變形嚴重,離心時模具輪長期直接擊打托輪,或維修時大錘擊打造成斷裂。
3、地腳螺栓、軸承座易斷:安裝時基礎不牢、下沉;離心機水平調整不合要求模具運行振動大;各地腳螺栓受力不均、松動后沒有及時收緊等。
4、聯軸器、鍵槽損壞:夾緊的兩軸安裝不同心運行產生扭曲力過大;聯軸器內孔直徑與軸的外徑大小有較大誤差接觸面不夠;夾緊后上下兩塊間歇太小;夾緊力不夠,鍵受剪切力太大損壞鍵槽等。
5、軸承座發熱、軸承損壞:
1) 離心機水平調整不好,離心時振動太大受力不均;
2) 放置模具時長期斜吊重力砸在每個跑輪上擊壞;
3) 軸承錐套拔牙間隙大軸承運行振動損壞;
4) 軸承質量差、鋼球軌道運行磨損快、間隙大內圈開裂等;
5) 軸承潤滑條件差、有雜質進入。
6、托輪側面不正常磨損、起火花:
1) 檢查機組水平、軸承錐套、跑輪錐套松動移位產生軸向力,使單側面磨損,需重新調整;
2) 檢查模具跑輪對應摩擦面情況,及時修復。
五、離心機的日常檢查
1、機座、軸承座、跑輪、軸、聯軸器有無破損、裂紋(軸及聯軸器上的余漿要及時清理,以免離心機軸的偏心運轉,加劇軸承的磨損以及造成軸的彎曲)。
2、軸承座及各連接部位螺栓是否有松動。
3、跑輪運行平穩、跑輪無開裂、跑輪擋邊磨損情況(生產班組要注意吊機手在放模具時的規范操作,要放置到位,不要野蠻操作,做到不傷害離心機,不傷害模具)。
4、軸承座溫升正常、無異音(機修要注意日常的巡查,機修的日常維護比損壞后的維修更省工省料)。
5、剎車系統靈敏、工作有力。
6、三角皮帶磨損、張緊情況(離心機手在操作時應注意不要急停)。
7、離心機內無雜物(車間生產班組需要注意)。
六、離心機手日常操作主要事項
1、生產班組特別是離心機手要注意吊機手在放模具時的規范操作,要放置到位,不要野蠻操作,做到不傷害離心機,不傷害模具,做好監督工作。
2、離心機手嚴禁急停操作,急停容易造成飛模事故。
3、關注離心機運行狀況,如發現軸承冒煙,離心機異響等異常情況應馬上停機并及時向機修反應,發現情況及時處理。
4、做好模具跳動記錄,對于多次出現異常的模具及時向生產班組及機修反應。#p#分頁標題#e#
5、注意清理離心機衛生,特別是尾輪,皮帶輪區域嚴禁有雜物,以免引起事故發生。
七、離心機安全操作規程
1、離心工上崗之前必須接受不少于15天的離心機操作上崗培訓。
2、熟悉設備性能并能熟練操作,做好設備例保工作。
3、工作前應檢查機電設備的緊固,全面檢查離心機各組跑輪,檢查是否有軸向竄動現象,各軸承座緊固螺栓是否松動,若發現軸向竄動、螺栓松動,必須通知機修人員修正完畢后方可投入使用。
4、離心機操作工不得擅自離開工作崗位,對工作必須認真負責,嚴格執行離心制度,并作好離心記錄,離心時嚴禁非操作人員進入離心池。
5、擺入鋼模時督促行車司機、掛鉤工必須把鋼模的走輪對準離心機的跑輪,輕放,避免砸壞離心機跑輪,研究你先放鋼模一頭再放另一頭。
6、離心之前必須核對鋼模、模號,確認其損壞程度,嚴禁把變形嚴重的鋼模放在完好的離心機上工作,特別注意鋼模兩頭的錨固版連接牢度,如出現連接螺栓松動或焊接處出現裂縫的立即停車,加固后才能使用。
7、接通電源,觀察檢查離心機空載運轉是否正常,設定的離心時間和速度是否正常,并按規定調整離心制度。
8、低速離心時要認真觀察模板呢砼料的離心情況,當進入高速離心時必須嚴格按離心工作制度進行離心操作。
9、檢查操作臺上離心的時間、轉速是否與離心制度一致。
10、運轉時機械或鋼模發生異常時出現強烈跳動,應立即停止運轉檢查原因。
11、轉速控制可以根據拌合料的干濕程度及跳模情況上下浮動50轉。
12、嚴格按程序運行,停機檢查并確保速度調節電位器逆時針旋轉到底。
13、運轉中檢查冷卻風機是否處于運轉狀態。
14、啟動離心機時離心池內嚴禁站人。維修保養、工作結束應切斷電源。
15、嚴格執行交接班制度,并做好交接班記錄,工作結束后應做好環境衛生工作。




